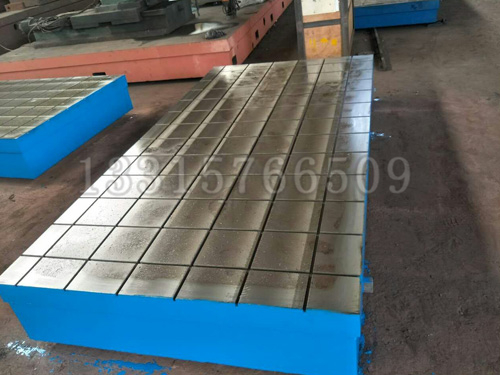
 鑄鐵平臺試驗臺底座的主要技術指標
鑄鐵平臺試驗臺底座的主要技術指標為提高試驗鐵底板和電機試驗平臺...
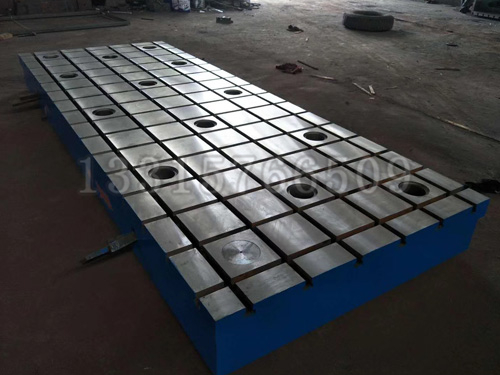
鑄鐵平臺有哪些具體分類?鑄鐵平臺其實是鑄鐵類工作臺的統...
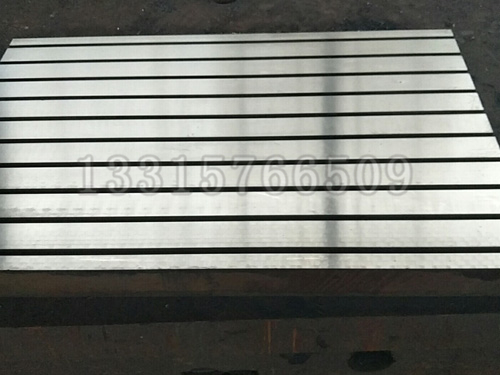
 三維柔性焊接平臺的介紹
三維柔性焊接平臺的介紹三維柔性焊接平臺,按材質分為鋼...
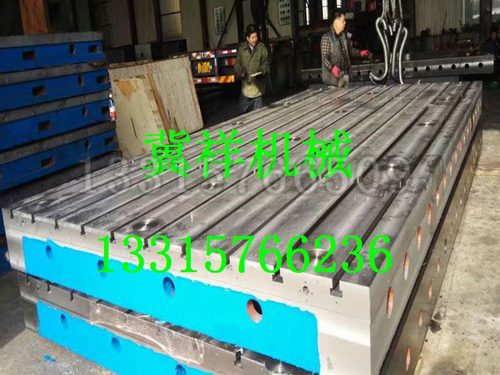
 機床鑄件的材料優點
機床鑄件的材料優點樹脂砂型剛度好,澆注初期砂型這...

怎么樣降低樹脂砂鑄造成本
要降低樹脂砂鑄造成本,可以從設備、原材料、生產工藝等幾方面考慮。
一、選擇合適的自硬樹脂砂生產設備是降低樹脂砂鑄造成本的前提在選擇樹脂砂生產設備時,不但要考慮本企業的實際情況,選擇適當價位的設備, 應考慮設備的運行成本,主要應考慮以下幾條:
1、要重視除塵設備的選擇在選擇生產設備時,大多數企業往往比較注重混砂設備和 設備的質量,而忽略了除塵設備的質量。其實,除塵設備的好壞,直接影響著 砂的質量和成本,如果除塵設備的除塵效果不好,不但影響著工作環境、污染空氣, 重要的是影響著 砂的微粉含量,其直接結果是導致混砂時由于樹脂加入量的增加而加大生產成本。
2、要考慮設備的性及其維護費設備生產廠家的加工手段、裝配水平及設備配置水平決定了其生產出設備的性,如果設備的性差,設備出現故障的概率就大, 換設備零部件的次數就增加,設備的利用率就降低了,這樣,不但增加了維修工人的工作量,增大設備的維護費,而且還降低了生產效率,增加了生產成本。
3、要考慮設備的能源消耗在滿足工藝要求的前提下,盡量減少裝機容量,避免大馬拉小車現象,充分利用固有資源,減少不 的能源浪費,實現設備利用滿負荷化和能源利用大化,增加企業效益和社會效益。
二、制定正確合理的生產工藝是降低樹脂砂鑄造成本的關鍵生產工藝制定的合理與否,直接影響著鑄件的成品率、鑄件質量和鑄造成本,在制定生產工藝時,主要應確定好以下幾項:
1、確定合適的 砂的LOI值
LOI值即灼燒減量是衡量 砂的脫膜率的重要指標,也是與型砂的發氣量及鑄件產生氣孔類缺陷密切相關的指標,鑄鐵件一般采用呋喃樹脂砂生產,實踐證明LOI值控制在3%左右可以滿足生產要求,而有的企業要求將LOI值控制在2.5%以下,要達到這一目的,就 再增加設備、或增加砂 次數、或多補加新砂,這無疑會增加設備投資和 成本及原材料成本。我公司在生產過程中,逐步將LOI值控制指標由3%左右放寬到4%左右,由于工藝及管理得當,并沒有因為LOI值的改變而影響鑄件的質量指標。
2、確定合適的鑄造工藝參數
(1)確定合適的終強度一般地,樹脂砂混制好后,經過24小時左右的自行硬化,便可達到即終強度。由于各企業的生產條件和生產規模不同,造成從造型到澆注之間的時間間隔不 超過24小時,因此終強度的確定應因企業而定。規模較小、實行幾天一爐制的企業,可采用24小時終強度標準;鑄型固化時間不超過的24小時的企業,以澆注前所達到的強度為終強度標準。同時,在生產中還要克服兩方面的傾向:一方面為質量而盲目提,使鑄造成本提高,造成浪費;另一方面就是為保成本而壓低強度,結果造成質量不穩、波動范圍大,使鑄件質量受原材料和操作者的影響較大。各企業應根據本身的情況確定合適的終強度,從而達到在鑄件質量的前提下大限度地節約樹脂和固化劑,降低鑄造成本。
(2)確定合適的砂鐵比自硬樹脂砂由于其、固化后起模、分型面平整,因此其吃砂量比粘土砂的要小,但其砂鐵比也有 要求。如果鑄造砂鐵比太高,生產過程中既浪費樹脂和固化劑又會產生較大的廢砂塊,使 機負擔加重,脫膜率降低,LOI值升高,鑄件產生氣孔的可能性增大;如果砂鐵比太低,澆注時容易產生跑火,鑄件容易產生變形。根據我們的經驗,砂鐵比應選擇為2.2~3:1。
(3)確定合適的造型工藝鑄件成品率的高低,直接影響著鑄造成本,合適的造型工藝不但能夠鑄件質量, 能夠降低鑄造成本,減少鑄件廢品率是降低鑄造成本 明顯 直接的措施之一。在確定造型工藝時,盡量制作砂箱、箱壁多留氣孔,模型做實樣、采用模板造型,澆注系統采用陶瓷管、內澆口采取多而分散,涂料涂刷均勻、不漏涂,多設出氣冒口、型芯排氣順暢。
三、正確選擇原材料是降低樹脂砂鑄造成本的基礎。原材料的選擇對鑄造成本有較大影響,這一點已 絕大多數同行們的認可,因為原材料的好壞,一方面影響著各種材料的加入量和消耗量,另一方面影響著鑄件的質量指標。
1、原砂的選擇
原砂分為普通砂、水洗砂、擦洗砂等幾類,由于擦洗砂中含泥量已經很少,故可減少樹脂的浪費,應優先選擇,其次選水洗砂,但決不能使用未經處理的原砂。擦洗砂本身的價格不高,一般為70元/t至100元/t,但其運費較高,如天陽企業生產的擦洗砂 為85元/t(不含運費),選擇型砂時,一要遵循就近選擇的原則,這樣一方面可減少昂貴的運費,另一方面可供應,不影響生產。
2、樹脂的選擇
樹脂的價格較貴,故其對鑄造成本影響較大,同時由于生產廠家的生產設備參差不齊,生產的樹脂的質量也有較大差別。如果選擇了質量較差的樹脂,既影響了型砂的質量,造成鑄件廢品增多,又增大了樹脂的加入量,直接結果是使鑄造成本增大,因此對原材料的選擇,不能只根據生產廠家提供的技術數據確定,而應對生產廠家的生產設備、生產過程及質量控制手段有所了解,并盡量自己對樹脂的各項指標進行檢驗或請有關的有較好信譽的檢驗部門進行檢驗,或借鑒同類使用廠家的經驗,或選擇信譽較好的大企業的產品。我公司采購的覆膜砂樹脂為日本生產。
3、其它原材料的選擇
其它原材料包括固化劑、涂料、粘結劑、脫模劑、封箱泥條等,這些原材料對鑄件質量的影響不是主要的,但對鑄造成本的影響也不容忽視,如固化劑加入量的不同,不但由于影響造型過程的生產效率而影響生產成本,而且還影響材料費用。因此,其它原材料的選擇原則是既考慮其質量問題,又要考慮其與主要材料的匹配如采購、運輸方便等問題。總之,只要設備選擇合理、性能、運行正常,原材料選擇匹配、質量穩定、供應及時,生產工藝參數制定合理、工裝器具,自硬樹脂砂鑄造就能夠控制并降低鑄造成本,給企業帶來發展和效益。