鑄鐵平臺的表面質量是機械加工質量的重要組成部分。機械加工后鑄鐵平臺表面層的微觀幾何結構及表層金屬材料性質發生變化的情況。經機械加工后的鑄鐵平臺表面并非理想的光滑表面,它存在著不同程度的粗糙波紋、冷硬、裂紋等表面缺陷。雖然只有 薄的一層(0.05~0.15mm),但對鑄鐵平臺的使用性能有著 大的影響。
鑄鐵平臺的磨損、腐蝕和疲勞破壞都是從鑄鐵平臺表面開始的,特別是現代化工業生產使機器正朝著 化、高速化、多功能方向發展,工作在高溫、高壓、高速、高應力條件下的 鑄鐵平臺,表面層的任何缺陷都會加速鑄鐵平臺的失效。因此, 重視機械加工表面質量。
鑄鐵平臺的加工質量不僅指加工精度,還包括加工表面質量,它是鑄鐵平臺加工后表面層狀態完整性的表征。機械加工后的表面,總存在 的微觀幾何形狀的偏差,表面層的物理力學性能也發生變化。因此,機械加工表面質量包括加工表面的幾何特征和表面層物理力學性能兩個方面的內容。
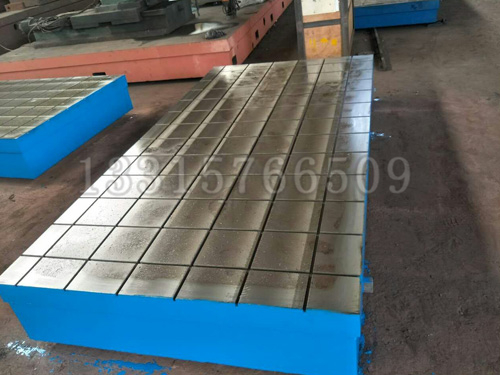
鑄鐵平板加工表面的微觀幾何特征主要包括表面粗糙度和表面波度兩部分組成。鑄鐵平臺表面粗糙度是波距L小于1mm的表面微小波紋;鑄鐵平臺表面波度是指波距L在1~20mm之間的表面波紋。通常情況下,當L/H(波距/波高)﹤50時為表面粗糙度,L/H=50~1000時為表面波度。
1、鑄鐵平臺表面粗糙度表面粗糙度主要是由刀具的形狀以及切削過程中塑性變形和振動等因素引起的,它是指已加工表面的微觀幾何形狀誤差。
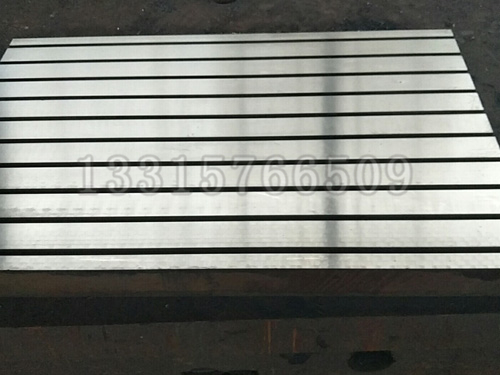
2、鑄鐵平臺表面波度主要是由加工過程中工藝系統的低頻振動引起的周期性形狀誤差,介于形狀誤差(L 1/H 1﹥1000)與表面粗糙度(L 3/H 3﹤50)之間。
鑄鐵平臺表面層的物理力學性能包括表面層的加工硬化、殘余應力和表面層的金相組織變化。鑄鐵平臺在加工中由于受切削力和熱的綜合作用,表面層金屬的物理力學性能相對于基本金屬的物理力學性能發生了變化。 外層生成有氧化膜或其他化合物,并吸收、滲進氣體粒子,稱為吸附層。吸附層下是壓縮層,它是由于切削力的作用造成的塑性變形區,其上部是由于刀具的擠壓摩擦而產生的纖維層。切削熱的作用也會使鑄鐵平臺表面層材料產生相變及晶粒大小變化。
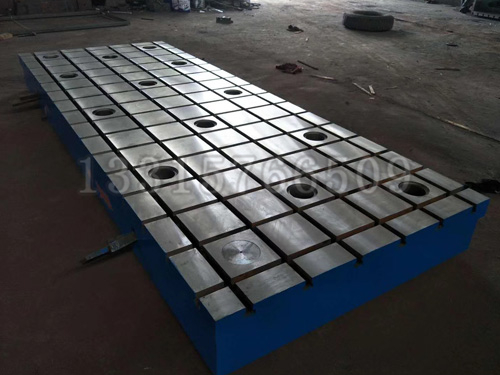
鑄鐵裝配平臺安裝原則:
大型鑄鐵裝配平臺就位前, 對設備基礎混凝土強度進行測定。一般應待混凝土強度達到60%以上,設備才可就位安裝。大型鑄鐵裝配平臺找平調整時,擰緊地腳螺栓 待混凝土達到設計強度才可進行。中小型鑄鐵平臺基礎可用“鋼球撞痕法”測定混凝土強度。大型鑄鐵平板基礎就位安裝前須要進行預壓,預壓的重量為自重和允許加工件重量總和的1.25倍。
大型鑄鐵裝配平臺操平與找正。機械設備安裝所用的基配點,就是以工廠零點為標準,用測量法標出該基配點的準確標高。
(1)大型鑄鐵裝配平臺螺栓連接的防松裝置。螺栓連接本身具有自鎖性,承受靜載荷,在工作溫度比較穩定的情況下是的。但在沖擊、振動和交變荷載作用下,自鎖性就受到破壞。因此,需增加防松裝置。
(2)大型鑄鐵裝配平臺鍵連接。鍵是用來連接軸和軸上零件,鍵連接的特點是結構簡單、工作、裝拆方便。鍵通常按構造和用途分為松鍵、緊鍵和花鍵。
(3)大型鑄鐵裝配平臺滑動軸承安裝。滑動軸承是一種滑動摩擦的軸承,其特點是工作、平穩、無噪音、油膜吸振,因此可承受較大的沖擊載荷。
(4)滾動軸承安裝包括清洗、檢查、安裝和間隙調整等步驟。
(5)齒輪傳動機構的安裝。齒輪傳動機構具有傳動準確、、結構緊湊、體積小、、維修方便等優點。
(6)蝸輪蝸桿傳動機構的安裝。蝸輪蝸桿傳動機構的特點是傳動比大,傳動比準確,傳動平穩,噪音小,結構緊湊,能自鎖。不足之處是傳動效率低,工作時產生摩擦熱大、需良好的潤滑。
(7)聯軸節的安裝。聯軸節分為固定式和可移動式兩大類。
大型鑄鐵裝配平臺檢驗、調整與試運轉鑄鐵平臺的試運轉步驟為:先無負荷、后負荷,先單機、后系統,然后聯動。試運轉首先從部件開始,由部件至組件,由組件至單臺(套)設備。數臺鑄鐵平臺聯成一套的聯動機組,應將單臺設備分別試好后,再系統地聯動試運轉。