機床鑄件為了 所需的可塑性、韌性和濕態強度,黏土濕型砂 含有適量水分。生產現場判斷型砂濕度有以下幾種方法:有豐富經驗的混砂和造型工人常根據手捏型砂是否容易成團和是否粘手來判斷型砂的干濕程度;床身鑄件還可根據捏緊動作中型砂是否柔軟和變形情況來判斷型砂的可塑性;根據手指掐碎砂團時用力大小判斷型砂的濕強度是否合適。如果用手捏砂時,只有潮的感覺,不覺得沾手,且手感柔和,印在砂團上的手指痕跡清晰,灰鐵鑄件那么這樣的型砂干濕度就比較合適。
機床鑄件為了提高機床的和性,其材質向、高剛度方向發展,國內近年來一些新型機床用鑄鐵材料。具體如下。
①在較高的碳當量,如≥3.5%時,通過提高廢鋼的比例,如達so%;提高鐵液的過熱溫度,如達1500℃;采用多元復合孕育劑,如含Ca、Mn、Bi的硅鐵,使鑄鐵的牌號達到HT350
②調整鑄鐵成分中的Si與c和Mn與Si的比值,在碳當量為3.4%~3.8%時,將Si/C從o.4~o.5提高到o.7~o.8;Mn/Si從o.5~o.6提高到1.o~1適當加入少量穩定珠光體的元素如Cr、Cu和Sb、Sn等。
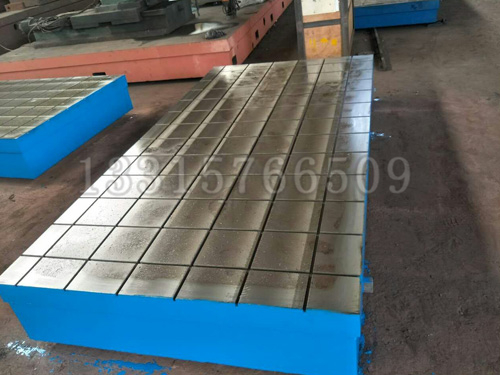
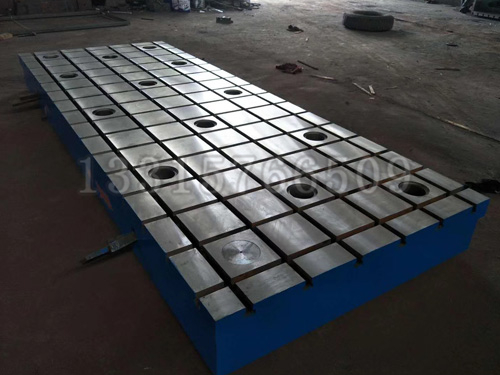
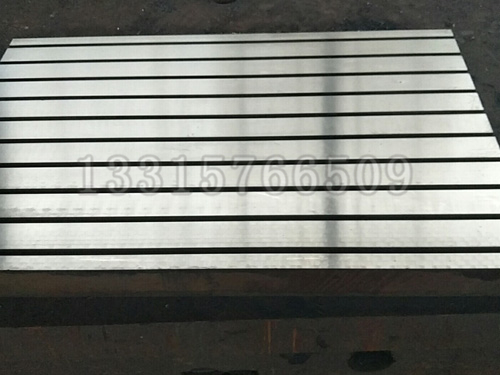
鑄造是人類掌握比較早的一種金屬熱加工工藝,已有約6000年的歷史,對于鑄件(機床鑄件,床身鑄件,機械鑄件,鑄鐵平臺鑄件)技術要求如下所述:
1、鑄件不允許有裂紋、欠鑄、疏松、氣泡和任何穿透性缺陷,澆口、飛邊、溢澆口、頂桿痕跡等應清理干凈。
2、油漆表面應光潔,無起層、氣泡、流掛現象等缺陷,漆膜粘附性符合要求
3、符合鹽霧試驗要求,
4、機械強度應符合GB3883.1-2000第20條所規定的要求。
5、與其它相配合零件,配合處外形段差≤A。(A值根據不同產品部位決定)
6、未注圓角R1.0-2.5,未注壁厚為2.0-3.0。
7、未注脫模斜度
8、未注公差尺寸的允許偏差按GB/T6414-CT4。
機床鑄件質量對機械產品的性能有很大影響,影響機床鑄件質量的因素也很多,我們用肉眼從表面看根本無法鑒別鑄件質量的好壞,那么應當怎樣檢測機床鑄件的質量呢,簡單介紹幾種方法:
一.液體滲透法:液體滲透檢測用來檢查機床鑄件表面上的各種開口缺陷,如表面裂紋、表面針孔等肉眼難以發現的缺陷。常用的滲透檢測是著色檢測,它是將具有高滲透能力的有色(一般為紅色)液體(滲透劑)浸濕或噴灑在T型槽工作臺表面上,滲透劑滲入到開口缺陷里面,擦去表面滲透液層,再將易干的顯示劑噴灑到鑄件表面上,待將殘留在開口缺陷中的滲透劑吸出來后,顯示劑就被染色,從而可以反映出缺陷的形狀、大小和分布情況。除著色檢測外,熒光滲透檢測也是常用的液體滲透檢測方法,它需要配置紫外光燈進行照射觀察,檢測靈敏度比著色檢測高。
二.渦流檢測:渦流檢測適用于檢查機床鑄件表面以下一般不大于6~7MM深的缺陷。渦流檢測分放置式線圈法和穿過式線圈法2種。當鑄件被放在通有交變電流的線圈附近時,進入鑄件的交變磁場可在鑄件中感生出方向與激勵磁場相垂直的、呈渦流狀流動的電流(渦流),渦流會產生一與激勵磁場方向相反的磁場,使線圈中的原磁場有部分減少,從而引起線圈阻抗的變化。如果鑄件表面存在缺陷,則渦流的電特征會發生畸變,從而檢測出缺陷的存在,渦流檢測的主要缺點是不能直觀顯示探測出的缺陷大小和形狀,一般只能確定出缺陷所在表面位置和 ,另外它對工件表面上小的開口缺陷的檢出靈敏度不如滲透檢測。
三.磁粉檢測:機床鑄件磁粉檢測適合于檢測表面缺陷及表面以下數毫米深的缺陷,它需要直流磁化設備和磁粉才能進行檢測操作。磁化設備用來在鑄件內外表面產生磁場,磁粉或磁懸浮液用來顯示缺陷。當在鑄件 范圍內產生磁場時,磁化區域內的缺陷就會產生漏磁場,當撒上磁粉或懸浮液時,磁粉被吸住,這樣就可以顯示出缺陷來。操作時需要不斷改變磁化方向,以能夠檢查出未知方向的各個缺陷。要想機床鑄件的質量可以用以上方法進行檢驗。
機床鑄件澆注要求澆注系統能平穩快澆,能擋渣,不產生渦流、飛濺和沖刷砂型等,有利于形成順序凝固;但薄壁鑄件,則要求內澆道開在薄壁處,以利于形成同時凝固。
澆注系統多為底注或垂直縫隙式;對于復雜的大型床身鑄件,多采用底注和頂注聯合;不高于100mm的一半皮帶輪鑄件等,可采用頂式。為了擋渣,常采用帶過濾網(過濾網放在緩沖槽與橫澆道的搭接處)緩流式澆注系統。
直澆道可分為三種:圓錐形、片狀和蛇狀。
1、圓錐形:澆道太粗時,容易產生渦流,從而易使鑄件形成氧化夾雜和氣孔。適用于中小型機床鑄件。澆道直徑不要超過50mm,若 采用較大的直澆道截面積時,應改為數個較小的直澆道或采用其它形式(如片狀排列式)直澆道。
2、片狀:金屬液流動平穩,不易產生渦流,有利于防止鑄件形成氧化夾雜和氣孔。常用于大,中型鑄件。片狀澆道冷卻快,故選取斷面時,應比園斷面大。
3、蛇形:澆道阻力由澆道曲折控制。金屬液平穩無沖擊力和渦流產生,需要做的澆道芯盒。多采用大、中型鑄件。