鑄鐵平臺具有良好的鑄造性能。它的熔點較低流動性良好。又因折出石氮故收縮小。加之成本低瓶對型矽和芯砂的耐火性要求不高等。使它成為應用廣泛的鑄造合金。在常見的各種鑄鐵平臺中,以灰鑄鐵平臺的鑄造性能好。它流動性良風可澆注形狀復雜的細小、薄壁鑄件,同時因其收縮小,除大型鑄件外,很少設置冒口,只設排氣口即可。且一般可用濕型澆注,故使用灰鑄鐵平臺鑄造時設備簡單操作方低生產串高成本低廉。球墨鑄鐵平臺由于澆注前需要經過球化處恐使鐵水溫度降低沉動性變低球墨鑄鐵平臺的收縮也比灰鑄鐵平臺大。
在機械加工過程小,先將鑄鐵平臺定位于加上機臺上,然后用夾具將其岡定,再用刀具對鑄件需要處職的部位進行加工,待加工完成后,將夾具放松。鐵平臺調至水平,負荷均勻分布于各支點上,環境溫度(20±5)℃,使用時應避免振動,鑄鐵平臺采用墊鐵安裝的優點,安裝,移動方便。
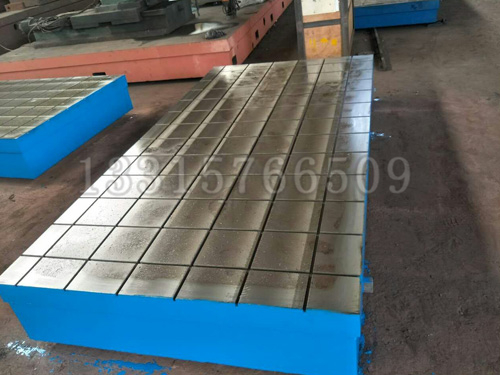
鑄鐵平臺安裝方式:
1、墊鐵安裝:鑄鐵平臺調至水平、負荷均勻分布于各支點上。環境溫度(20±5)℃。使用時應避免振動。鑄鐵平臺采用墊鐵安裝的優點,安裝、移動方便。
2、支架安裝:鑄鐵平臺輕放到支架上、調整支架上的微調螺栓至到鑄鐵平臺水平。支架可減輕檢驗人員的勞動強度。支架高度一般在500-600mm左右。
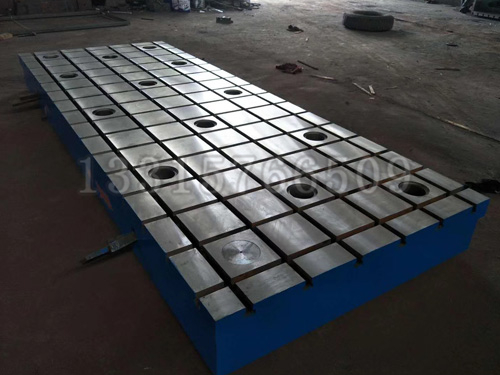
3、地錨器安裝:鑄鐵平臺可以設計地錨器安裝,先用戶根據鑄鐵平臺的圖紙做好地基和預埋孔,然后把地錨器放到提前設置的預留孔里,將鑄鐵平臺調整水平。
4、地腳螺栓安裝:鑄鐵平臺根據用戶的要求設計安裝方式,地腳螺栓安裝。
為了能夠鑄鐵平板的質量,在加工的時候好注意很多問題。在加工的時候我們應該配合相應的機床進行加工,并且機床調整,刀具選擇,和裝卡三個方面控制好:
1、機床調整
根據鑄鐵平板的被加工表面與刀具的相對位置,將橫梁的高度調到適當的位置。將兩個側刀架的高度調到適宜刨削平板兩側面的位置。
因鑄鐵平板的重量大,行程長,所以切削速度不宜選擇過高。要在運行中調整行程長短,并要求在工作行程開始時能使刀具低速切入平板,在工作行程結束時能使刀具低速切出鑄鐵平板。
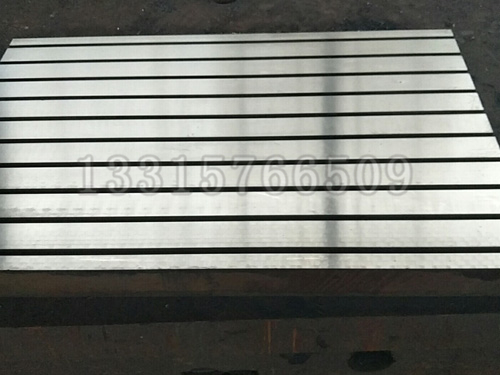
2、刀具的選擇
平頭精刨刀。這種刀具的切削刃較寬且平直,適宜鑄鐵平板的精刨和半精刨用。
3、鑄鐵平板的裝夾:鑄鐵平板的夾緊方法應按平板的外形情況而定。
若鑄鐵平板的兩端有臺階或凹槽,則可用壓板在該處搭壓。若工平板兩端無法搭壓板,可用斜鐵或螺絲撐將平板夾緊。鑄鐵平板安裝在龍門刨床的兩立柱之間,使鑄鐵平板兩側面與工作臺的兩側面之間的距離大致相等,并用畫線盤找正鑄鐵平板的側面使其與工作臺側面大致平行。粗加工時,因為鑄鐵平板的底面是毛坯面(粗基準),為了便于找正鑄鐵平板的加工平面與工作臺面平行,以及保護工作臺面,應在鑄鐵平板的四個角上放置等高的墊鐵,應使平板四個角位于同一平面。
鑄鐵平臺在生產制作過程中都會有回火的工藝流程,而這樣的工藝流程是其品質的關鍵。那么究竟其回火有怎樣的 性呢?不妨跟隨小編一起來探究一下吧。
在使用鑄鐵平臺的過程中對于其平臺表面的硬度要求是很高的,而且精度要求也較高。為了能夠這兩個基本性能,所以 要進行回火工藝。在回火之后首先能夠達到工件的機械性能的要求。相對而言,經過回火之后其硬度就會增強,而且還會具有較高的脆性。為能夠滿足不同鑄件的需求,所以可以通過回火來適當的調整期硬度,從而減少脆性,其韌性以及可塑性。
同時,在降低其脆性的基礎上,還能夠或者是減少殘余的應力。鋼件 要做好回火工作,否則很容易導致鋼件出現裂變的現象。無論是開裂還是變形都會導致不 的成本浪費,所以回火的 性是不容小覷的。
除此之外,回火還能夠和穩定其工件的尺寸。避免因為沒有回火而導致尺寸出現于生產標準不符的情況。不僅如此,杜宇退火難以軟化的合金鋼,也是可以采用高溫進行回火的。這樣可以使得鑄鐵平板中的碳化物硬度降低, 利于切削與加工。
這就是鑄鐵平臺回火的 性,正是因為其回火所呈現出的諸多優勢,所以 要在生產制作之后進行回火,其綜合品質和使用壽命。