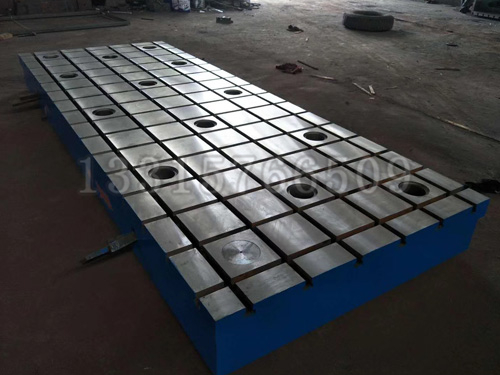
 鑄鐵平臺(tái)
鑄鐵平臺(tái)鑄鐵平臺(tái)是用于工件、設(shè)備檢測(cè)、
 劃線平臺(tái)
劃線平臺(tái)劃線平臺(tái)的材質(zhì)為鑄鐵HT150-300,工
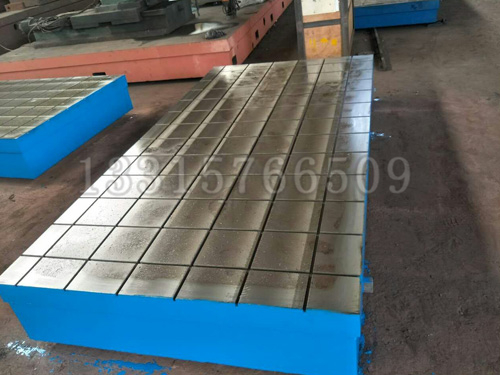
 三坐標(biāo)平臺(tái)
三坐標(biāo)平臺(tái)三坐標(biāo)平臺(tái)是平臺(tái)產(chǎn)品中較為常見(jiàn)
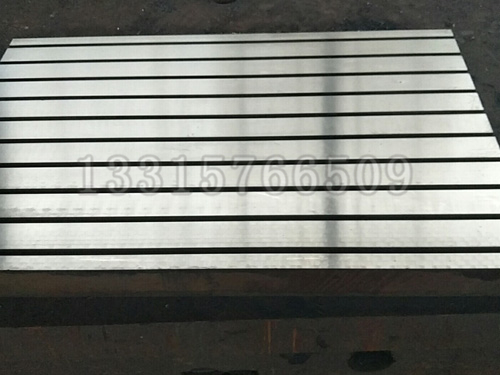
 條形平臺(tái)
條形平臺(tái)條形平臺(tái)又被人們習(xí)慣性的稱為是
鑄鐵平臺(tái)刮研的優(yōu)勢(shì):
1、用刮刀以人工方法修整鑄鐵平臺(tái)表面形狀、粗糙度等,叫刮研。刮和研是兩種手工修整鑄鐵平臺(tái)外形及表面粗糙度、圓度等的鉗工工藝。兩種工藝手法是經(jīng)常一起采用的。
2、刮:即用三棱刮刀的利刃去掉工件表面的凸點(diǎn),使工件表面光滑。一般用于軸瓦、缸套等內(nèi)圓修整方面。
3、研:即研磨,研磨不僅可以去掉工件表面的凸點(diǎn)使工件表面光滑,而且可修整工件的外形,銼刀和砂紙是常用工具,一般用于車(chē)床導(dǎo)軌、軸的外徑等的表面修整。
4、鑄鐵平臺(tái)的刮研工藝需要紅色鐵粉與柴油或煤油混合攪拌,然后將其色漿滴到鑄鐵平臺(tái)表面用棉紗搽勻,研具與鑄鐵平臺(tái)經(jīng)過(guò)研磨以后,凸起部分的鑄鐵平臺(tái)表面顯示的全是黑點(diǎn),黑點(diǎn)分亮點(diǎn)、濃黑點(diǎn)、淡黑點(diǎn)。這些黑點(diǎn)在刮研中是一個(gè)變量。經(jīng)過(guò)連續(xù)的交替循環(huán)不斷地運(yùn)作不斷地刮研,黑點(diǎn)由變稠密,由不均勻分布變?yōu)榫鶆蚍植肌:邳c(diǎn)的演變過(guò)程,也是表面光潔度、表面接觸精度、表面幾何精度逐步提高的過(guò)程。
5、對(duì)研磨顯示出來(lái)的黑點(diǎn)要區(qū)分對(duì)待。對(duì)于濃黑點(diǎn)刮削的刀跡大小應(yīng)同按粗、細(xì)、精3個(gè)階段規(guī)定大小刮削,其刀跡方向應(yīng)同方向排列,逐步刮削到黑點(diǎn)全數(shù)刮完。經(jīng)研磨顯示后, 遍以交錯(cuò)方向刮削也將黑點(diǎn)全數(shù)刮完。 指出,每輪刮削,刀跡 交錯(cuò),否則將影響鑄鐵平臺(tái)表面光潔度。在刮削中對(duì)黑點(diǎn)按亮、濃、淡在用力上應(yīng)有輕重之分,對(duì)亮點(diǎn)、大濃黑點(diǎn)用力要大,對(duì)大多數(shù)的濃黑點(diǎn)用力要適中,對(duì)淡黑點(diǎn),則保留不刮,待下輪顯示后變黑時(shí)再刮, 強(qiáng)調(diào)指出,對(duì)于分布在鑄鐵平臺(tái)平面邊緣、角落的亮點(diǎn)。因隱布, 易為人眼所忽略, 易漏刮。因?yàn)槁┕吸c(diǎn)在研磨時(shí)往往頂起研具,妨礙黑點(diǎn)的正常顯示,會(huì)形成黑點(diǎn)越刮越少的現(xiàn)象。
6、鑄鐵平臺(tái)的刮研工藝是平面修整加工的方法之一,其目的是為了降低鑄鐵平臺(tái)表面粗糙度值,提高接觸精度和幾何精度,從而提高機(jī)床的配合剛度、潤(rùn)滑性能、機(jī)械效益和使用壽命,也是僅用平面磨床和導(dǎo)軌磨床加工難以達(dá)到的,機(jī)床設(shè)備和鑄鐵平板所 的加工工藝。
7、在經(jīng)過(guò)刮研的鑄鐵平臺(tái)上推動(dòng)表座、工件比較順暢,無(wú)發(fā)澀感覺(jué),方便了測(cè)量,了測(cè)量準(zhǔn)確度。鑄鐵平臺(tái)工作面通常應(yīng)用采用刮削加工藝。對(duì)采用刮削加工期的3級(jí)平板工作面,其表面粗糙度Ra的標(biāo)準(zhǔn)允許值為5чm.我廠是 制造鑄鐵平臺(tái)、大理石平臺(tái)、機(jī)床工作臺(tái)、大理石 量具、方箱、彎板等各種量具的廠家,歡迎廣大客戶歡迎光臨!
數(shù)控銑床加工的優(yōu)勢(shì):
1、數(shù)控機(jī)床加工中的位置誤差對(duì)加工精度的影響
位置誤差是指加工后零件的實(shí)際表面、軸線或?qū)ΨQ平面之間的相互位置相對(duì)于其理想位置的變動(dòng)量或偏離程度,如垂直度、位置度、對(duì)稱度等。數(shù)控機(jī)床加工中的位置誤差通常指死區(qū)誤差,產(chǎn)生位置誤差的原因主要在機(jī)床零件加工時(shí)由于傳動(dòng)時(shí)產(chǎn)生的間隙和彈性變形導(dǎo)致加工誤差,以及在加工中,機(jī)床的刀頭需要克服摩擦力等因素導(dǎo)致產(chǎn)生位置誤差。在開(kāi)環(huán)系統(tǒng)中位置精度受到的影響是很大的,而在閉環(huán)隨動(dòng)系統(tǒng)中,則主要取決于位移檢測(cè)裝置的精度和系統(tǒng)的速度放大系數(shù),一般影響較小。
2、數(shù)控機(jī)床加工中由于幾何誤差導(dǎo)致的加工精度誤差
數(shù)控機(jī)床加工中,由于刀具和夾具在受外力和加工中產(chǎn)生的熱量等外界因素的影響下,機(jī)床的幾何精度受到影響,機(jī)床上加工的零部件產(chǎn)生幾何變形,從而導(dǎo)致產(chǎn)生幾何誤差。據(jù) ,數(shù)控機(jī)床產(chǎn)生幾何誤差的主要原因無(wú)外乎以下兩種:內(nèi)部因素和外部因素。機(jī)床產(chǎn)生幾何誤差的內(nèi)部因素指機(jī)床本身的因素導(dǎo)致的幾何誤差,如機(jī)床的工作臺(tái)面的水平度、機(jī)床導(dǎo)軌的水平程度和直線度、機(jī)床刀具和夾具的幾何準(zhǔn)確程度等。外部因素主要是指在外部環(huán)境和加工過(guò)程中的熱變形等因素影響下產(chǎn)生的幾何誤差,如刀具或零部件在切削過(guò)程中,由于受熱膨脹、變形,從而產(chǎn)生幾何誤差,影響了機(jī)床的加工精度和零部件的加工精度。
3、數(shù)控機(jī)床加工中由于機(jī)床定位導(dǎo)致的加工精度誤差
通過(guò)長(zhǎng)期的零部件加工的數(shù)據(jù)分析和實(shí)踐操作看出,機(jī)床定位對(duì)于數(shù)控機(jī)床的加工精度有較大影響。數(shù)控機(jī)床的加工誤差,從結(jié)構(gòu)上看,多由定位精度引起,其中機(jī)床的進(jìn)給系統(tǒng)是影響定位精度的主要環(huán)節(jié)。數(shù)控機(jī)床的進(jìn)給系統(tǒng)通常由機(jī)械傳動(dòng)系統(tǒng)和電氣控制系統(tǒng)兩部分組成,定位精度與結(jié)構(gòu)設(shè)計(jì)中的機(jī)械傳動(dòng)系統(tǒng)有關(guān)。在閉環(huán)系統(tǒng)中,數(shù)控機(jī)床通常可以通過(guò)定位檢測(cè)裝置防止進(jìn)給系統(tǒng)中的主要部件產(chǎn)生位置偏差,如滾珠絲杠等部件。而對(duì)于開(kāi)環(huán)系統(tǒng),由于影響因素較多、情況比較復(fù)雜,無(wú)法進(jìn)行定位監(jiān)控,所以對(duì)數(shù)控機(jī)床的加工精度影響較大。
4、提高數(shù)控機(jī)床加工精度的對(duì)策
在數(shù)控機(jī)床的加工過(guò)程中,其所加工的零部件的精度直接影響產(chǎn)品的質(zhì)量,部分機(jī)械零部件和 設(shè)備的零部件對(duì)加工精度的要求非常高,提高數(shù)控機(jī)床的加工精度是解決問(wèn)題的關(guān)鍵所在。通過(guò)廣泛的 與分析得出,提高數(shù)控機(jī)床的加工精度的對(duì)策大致有以下幾種方法:
5、通過(guò)控制數(shù)控機(jī)床的原始誤差提高加工精度
數(shù)控機(jī)床加工過(guò)程中,誤差本身是不可避免的,被加工零件與數(shù)控機(jī)床之間存在必然的誤差, 這種 存在的誤差稱為原始誤差。
因此,要提高數(shù)控機(jī)床的加工精度,控制數(shù)控機(jī)床的原始誤差是重要對(duì)策之一。針對(duì)產(chǎn)生原始誤差的可能性要進(jìn)行系統(tǒng)的分析,根據(jù)誤差產(chǎn)生的原因和誤差類型要制定相應(yīng)的改進(jìn)措施。機(jī)械零件在加工過(guò)程中,數(shù)控機(jī)床的位置精度、幾何精度對(duì)零部件的加工精度有重要影響,要通過(guò)位置控制和幾何精度控制來(lái)減少位置誤差和幾何誤差對(duì)零件的影響。同時(shí)對(duì)于加工過(guò)程中產(chǎn)生的變形誤差,要用風(fēng)冷、水冷等方法控制加工過(guò)程中的熱變形,減少熱變形誤差帶來(lái)的加工精度影響。同時(shí)對(duì)于位置誤差,要合理選擇適合零件材質(zhì)的刀具,避免刀具變形,同時(shí)根據(jù)被加工零件的胚料形狀選擇合理的夾具, 有 的情況下要針對(duì)零部件的形狀尺寸專門(mén)設(shè)計(jì)夾具,避免產(chǎn)生位置誤差。
6、合理設(shè)計(jì)機(jī)床核心部件避免定位誤差
機(jī)床的定位精度對(duì)零部件的精度有重要影響,影響機(jī)床定位精度的核心部件如進(jìn)給系統(tǒng)、導(dǎo)軌、工作臺(tái)面等的直線度、水平度等。在設(shè)計(jì)數(shù)控機(jī)床時(shí),要合理選擇核心部件,例如在選擇目前在機(jī)床中廣泛使用的滾珠絲杠時(shí),應(yīng)當(dāng)充分考慮滾珠絲杠的精度,應(yīng)當(dāng)選取和安裝比較成熟的滾珠絲杠技術(shù)。滾珠絲杠的支撐同樣不可忽視,滾珠絲杠的支撐與系統(tǒng)的傳動(dòng)精度密切相關(guān),滾珠絲杠的支撐主要由軸向載荷和回轉(zhuǎn)速度決定,對(duì)數(shù)控車(chē)床的加工精度有重要影響,通常選用的固定和支撐方式。并且設(shè)計(jì)過(guò)程中應(yīng)嚴(yán)格對(duì)滾珠絲杠的承載能力要進(jìn)行相關(guān)校核。
而拖鏈,作為機(jī)床外防護(hù)的一部分,現(xiàn)在對(duì)機(jī)床來(lái)說(shuō)已經(jīng)。由于其鏈節(jié)結(jié)構(gòu),在跟隨刀架運(yùn)動(dòng)時(shí),也會(huì)產(chǎn)生 的振動(dòng),這種振動(dòng),會(huì)直接傳遞到刀具上, 終會(huì)對(duì)加工精度造成 的影響。