機床鑄件的發展也走出了一片新的格局,我國鑄造產業的發展現在正向鑄造強國的方向發展,也正處在一個除舊迎新的時期,在這個時期,鑄造行業內的企業也都面臨著優勝劣汰的形勢,這必將使鑄造產業的格局迎來一次新的大的變。
其產業在 技術上的應用、鑄件質量提高 的成果,這進一步的產業的發展。機床鑄件、大型鑄件、只有通過 后的檢驗工序才能對其是否符合要求做出評論,這種要求載入檢驗規范和技術規范中,其內容之一是鑄件上允許出現的缺陷類型、出現的程度、甚至檢驗設備和方法也列入規范之中。
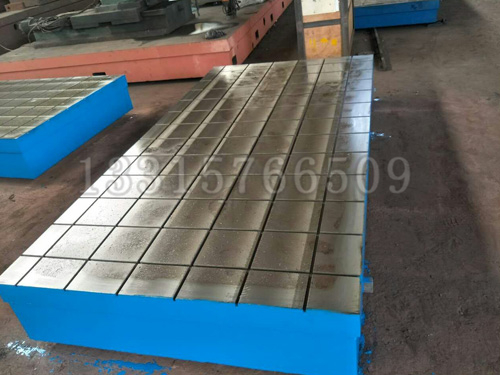
機床鑄件在組織生產的每一個環節都經過嚴格把關,在鑄件開箱初步清砂后,從外觀來看,整改鑄件外觀質量非常好,沒有明顯的漲箱,裂紋以及其他鑄造缺陷,之前為防止脹箱、抬箱、漏箱所采取的各種措施也發揮了其應有的作用,鑄件生產 難的環節已經攻克。這次破紀錄的成功澆注,為我國制作型鑄件奠定了堅實的基礎、積累了寶貴的經驗。
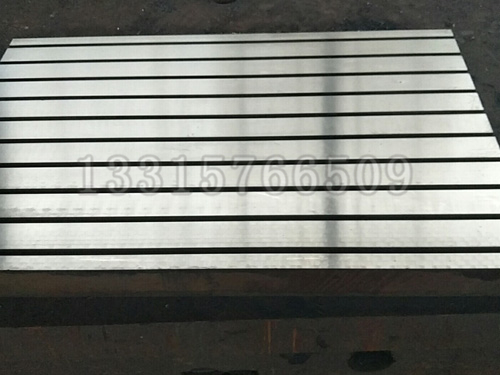
機床鑄件的制造工藝:
1、機床鑄件底漆刷涂或噴、浸要均勻,底漆在使用前 充分攪拌均勻,稀釋至適當的年度再進行涂抹。
2、采用水磨技術進行打磨,為防止機床鑄件經過加工的表面生銹,需要采用防銹水進行打磨。
3、經過機械加工后的機床鑄件,涂漆前 用金屬清洗劑或潔凈的工業汽油進行淋洗或刷洗。
4、機床鑄件在后一到膩子打磨清理干凈后,需要噴涂過氯乙烯 道底漆,這樣可以提高漆膜的平整度,提高漆膜的光澤。
機床鑄件回火的作用:
1、降低脆性,或減少內應力,鋼件淬火后存在很大內應力和脆性,如不及時回火往往會使鋼件發生變形甚至開裂。
2、提高組織穩定性,使工件在使用過程中不再發生組織轉變,從而使工件幾何尺寸和性能保持穩定。
3、獲得工件所要求的機械性能,工件經淬火后而脆性大,為了滿足各種工件的不同性能的要求,可以通過適當回火的配合來調整硬度,減小脆性, 所需要的韌性,塑性。
4、對于退火難以軟化的某些合金鋼,在淬火后常采用高溫回火,使鋼中碳化物適當聚集,將硬度降低,以利切削加工。
機床鑄件的回火之所以具有這些作用,是因為溫度升高時,原子活動能力增強,鋼鐵中的鐵、碳和其他合金元素的原子可以較快地進行擴散,實現原子的重新排列組合,從而使不穩定的不平衡組織逐步轉變為穩定的平衡組織。
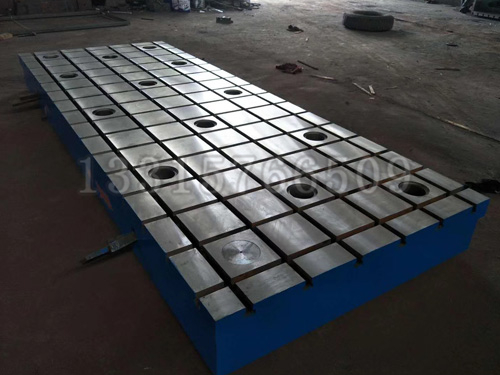
大型機床鑄件分型面的選擇:
1、盡量把鑄件的大部分或全部放在下型內,這樣可將主要的泥芯放在下型,便于泥芯的安放和檢驗,還可使上型的高度減低,便于合箱。是鑄件分型面的選擇,它將鑄件全部放在下型,避免錯箱,鑄件質量。
2、應使鑄件的加工面及加工基準面,放在同一個鑄型內。在機械加工時,鑄件上部的方頭(夾具夾緊處〉是作為外困表面車削螺紋的基準,由于加工面與加工基準面都處在同一個上型內,從而減少因錯箱造成的加工余量不夠。
3、當鑄件的加工面很多,又不可能都與基準面放在分型面的同一側時,則應盡量使加工的基準面與大部分的加工面放在分型面同一側。
4、應使鑄模容易從鑄型中取出,并盡量減少活塊模、高大的吊砂和彎曲的分型面等。
5、盡量減少泥芯的使用。這樣可以省去制造和安放泥芯的工作,也可減少由此造成的誤差及產生的披縫,降低鑄件的制造成本。
6、鑄件的的不加工表面應盡量避免有披縫。在套筒不加工的外圓表面上看不到披縫,提高了鑄件的外觀質量。
7、鑄型的的分型面,應盡量能與澆注位置一致。這樣可避免合箱后,再翻動鑄型。因翻箱操作是一個很繁重的工作,同時在翻動大型鑄件鑄型時,可能使泥芯的位置發生移動,影響鑄件的精度或造成缺陷。
在進行機床鑄件保養時,在之后一道膩子打磨清理干凈,接下來我們需要噴涂過氯乙烯的 道底漆,這樣可以提高漆膜的平整度,以及光澤。用其填充機床鑄件凹陷時 等其干燥后,才能進行打磨,每次打磨后均需要 表面的磨漿和粉塵。冷隔在機床鑄件上有一種未融合的縫隙或洼坑,其交界邊緣是圓滑的。提高澆注的溫度和澆注的速度, 澆注系統,在澆注的時候不斷流粘砂在機床鑄件表面上,全部或部分覆蓋著一層金屬與砂的混合物或一層燒結構的型砂,致使機床鑄件表面粗糙,而減少砂粒間隙。在適當降低金屬的澆注溫度的同時要減少砂粒間隙。適當降低金屬的澆注溫度,同時提高型砂、芯砂的耐火度即可起到作用。
此外,使用灰鐵鑄造材質的大型機床鑄件有哪些特點:由于機床鑄件尺寸較大,長可達數米;質量可達10t以上,壁厚在15~30mm。其要求為:具有良好的精度穩定性和減震性,較高的彈性模量,適宜的抗壓強度,適中的硬度以及優異的;在工藝上要求良好的鑄造性能,具有較高抗變形能力,且易于切削加工,并要求較低的生產成本,如可用沖天爐進行熔煉,采用較少量的合金元素等。